
The most recent example is Kia’s recall of nearly 23,000 EV9 model vehicles built between late 2023 and late 2024 – all because of potentially missing or loose seat mounting bolts.
While the headlines spotlight a specific incident, issues related to improperly secured fasteners are not unique to any single manufacturer. Numerous automakers and their Tier 1 suppliers have faced similar recall campaigns over the years, highlighting the complexity of critical fastening processes in high-volume production.
Although the linked news story suggests assembly worker error, this article is not about assigning blame to a single source.
Instead, incidents like these provide a valuable opportunity to reflect on the systemic factors that can compromise bolted joint security across the industry. It’s important because the stakes are incredibly high.
From structural components and powertrain assemblies to safety-critical systems like seats, seatbelts, airbags, and braking components, the reliability of bolted joints directly affects vehicle safety and performance. A single loose or missing bolt can have serious consequences, and increase the risk of injury to vehicle occupants.
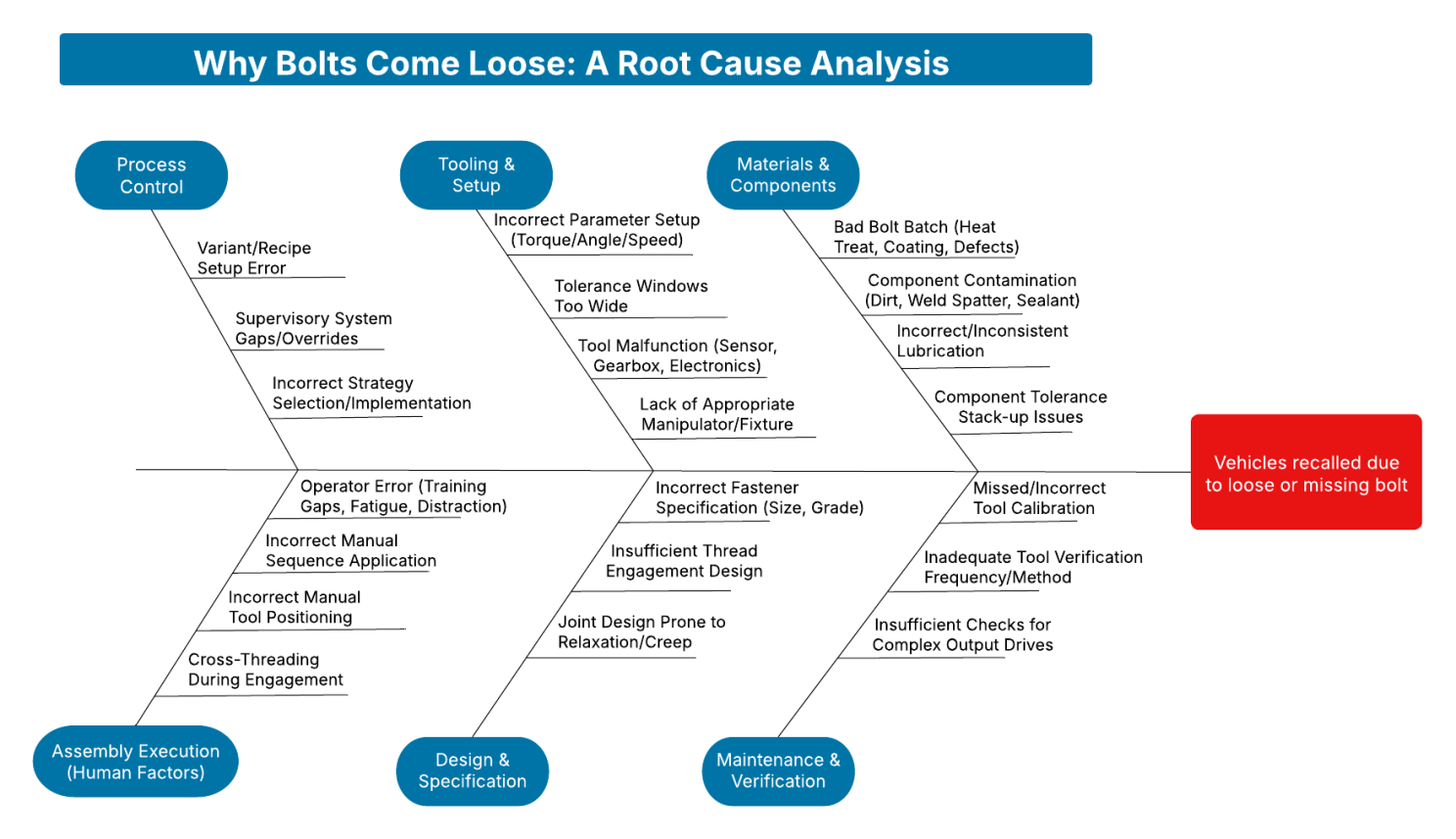
So, what are the potential weak points in the complex automotive assembly process? A comprehensive root cause analysis is necessary to really understand the
many variables that influence the outcome. Based on common industry challenges, here are several areas demanding constant vigilance before things go wrong.
Variant setup:
Modern vehicles come in countless variations. Ensuring the correct tightening parameters (torque, angle, sequence) are applied to the correct vehicle variant is crucial. Errors can occur, particularly during new model introductions or mid-cycle updates, where the Manufacturing Execution System (MES) or PLC might fail to trigger the correct tightening program for a specific vehicle identification number (VIN). This could lead to bolts being tightened incorrectly or completely missed for that configuration.
Supervisory system gaps:
In some cases, the overarching control system might lack full integration, or manual overrides might exist. If the system does not robustly track which vehicle requires which specific tightening operation, or if operators can bypass standard procedures, errors can creep in. This risk increases if operations rely on operator knowledge rather than automated system control.
Incorrect parameters or strategy:
Defining the correct tightening strategy (e.g., torque-angle vs simple torque-only) and its parameters (snug torque, final torque, angle targets, speed) is fundamental. An improperly configured strategy might fail to detect issues like cross-threading, significant friction variations, or missing components (like washers), leading to insufficient clamp load despite the tool reporting a “pass”.
Tolerance windows:
Setting appropriate tolerances for torque and angle results is critical. While tight tolerances ensure process control, there can sometimes be pressure in production environments to widen these tolerances to reduce line stoppages. Overly wide tolerances, however, can mask underlying process issues or allow improperly tightened joints to pass inspection, defeating the purpose of controlled tightening.
Fastener quality issues:
Variations in incoming fastener batches can pose significant risks. Improper heat treatment can affect bolt strength, while inconsistent plating or coating can drastically alter friction characteristics (leading to under- or over-tightening for a given torque), and physical defects can impede tightening or lead to premature failure.
Component contamination:
Debris such as dirt, excessive sealant, or weld spatter on component surfaces or within threads can prevent proper seating of the fastener. This can lead to the tool achieving the target torque prematurely (a “false pass”) because it is overcoming the debris rather than generating clamp load. Over time, this debris can break down or shift, causing the bolt to loosen.
Lubrication issues:
Unintended or inconsistent application of lubricants or oils can significantly alter friction. Too much lubrication can lead to over-tightening (potentially yielding or breaking the bolt) for a given torque, while insufficient lubrication can lead to under-tightening.
Component tolerances:
Variations in the dimensions of the clamped parts, even within specified tolerances, can sometimes stack up unfavourably, affecting joint stiffness or the required bolt length/engagement, potentially impacting the final clamp load achieved.
Inadequate tool verification/calibration:
While they might be precise, DC electric tools require regular verification and calibration to ensure their accuracy. If routine checks are missed or not properly performed, a tool’s measurements can drift, leading it to apply incorrect torque or angle – despite reporting otherwise. This risk is potentially higher for tools with complex offset or angle gear attachments, which can introduce mechanical inefficiencies that may change over time and require more frequent verification specific to that configuration.
Tool malfunction:
Although designed for industrial use, tightening tools themselves can experience hardware failures (e.g., sensor malfunction, gearbox wear, electronic component failure) that could lead to incorrect tightening results if not detected by internal diagnostics or routine verification.

Incorrect assembly sequence:
For multi-bolt joints, tightening fasteners in the wrong order can lead to uneven clamp load distribution, component distortion, and potentially cause already tightened bolts to lose preload. Adherence to the specified sequence is critical.
Operator dependency and training:
In less automated systems, reliance on operators increases risk. Inadequate training, fatigue, distraction, or using untrained personnel to cover absences can lead to errors in tool usage, adhering to sequences, selecting the correct parameters/sockets, or even missing a fastener entirely.
Manual sequence/positioning:
Even with advanced tools, if the operator is responsible for ensuring the correct tightening sequence or positioning the tool correctly for each fastener in a multi-bolt joint, errors remain possible.

Specification issues:
Occasionally, the issue may stem from the initial design phase. Specifying an incorrect bolt size, material grade, or insufficient thread engagement length for the anticipated loads can lead to joint failure or loosening in service, even if the assembly process itself was performed correctly.